带钢拉矫破鳞试验机
带钢拉矫破鳞试验机


技术背景
检测和评价带钢焊缝质量时间小于T+20秒(其中 为焊接时间);检测整条带钢焊缝内深度0.3mm以上,宽4mm焊接区域的各种焊接缺"В;能分辨出带钢焊缝外形的缺陷,如产生焊缝根部凹陷,咬边,搭接等;采用该技术后,硅钢断带率控制在0.3%之内。缺陷检测准确度达90%。
解决方案
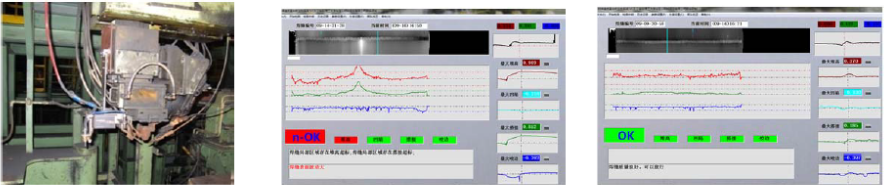
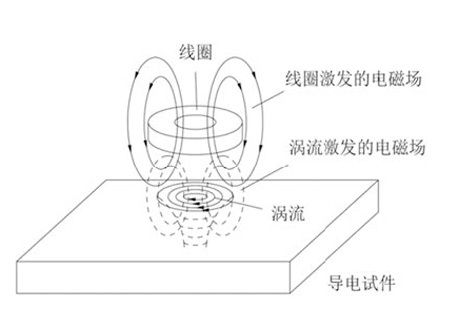
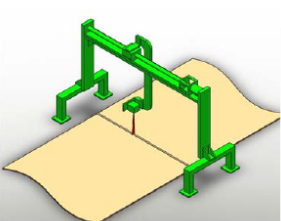
本系统可同时检测焊缝表面和焊缝内部的焊接缺陷,利用线性激光扫描仪检测带钢焊缝表面的各种焊接缺陷,采用涡流检测探头检测带钢焊缝内部的焊接缺陷,检测探头安装在焊机上,随焊机机架移动。评判系统采用先进的轧制断裂理论,结合酸轧系统带钢实际工作状况,对所检测到的缺陷进行评判,·如缺陷评判为安全则予以放行,否则发出警报。系统采用PLC控制技术,实现全过程的自动化运行,评判系统在焊接后的20S内完成对焊缝的评价,检测效率高,安全可靠。
性能参数
检测和评价带钢焊缝质量时间小于T+20秒(其中 为焊接时间);
检测整条带钢焊缝内深度0.3mm以上,宽4mm焊接区域的各种焊接缺"
能分辨出带钢焊缝外形的缺陷,如产生焊缝根部凹陷,咬边,搭接等;
采用该技术后,硅钢断带率控制在0.3%之内。缺陷检测准确度达90%。
应用实例